
උසස් තත්ත්වයේ CNC රැවුල කපන යන්ත්රය
1. සම්පූර්ණ යන්ත්ර රාමුවම එකවර සකසනු ලබන්නේ ජර්මනියේ SHW පෙන්ටහෙඩ්රන් සැකසුම් මධ්යස්ථානය මගිනි.

4. කැපීම නිසා ඇතිවන වැඩ කොටසෙහි විරූපණය වළක්වා ගැනීම සඳහා ක්රමලේඛනය හරහා කැපුම් කෝණය පහසුවෙන් සකස් කළ හැකිය.
5. වැඩ කිරීමේ කාර්යක්ෂමතාව වැඩි දියුණු කිරීම සඳහා කෙටි හා කුඩා වැඩ කොටසෙහි වේගවත් හා නිරවද්ය කැපීම සාක්ෂාත් කර ගැනීම සඳහා ඉහළ කදම්භ පහර දිග ස්වයංක්රීයව සකස් කළ හැකිය.
6. කැපුම් ගුණාත්මකභාවය වැඩි දියුණු කිරීම සඳහා CNC පද්ධතිය විවිධ තහඩු ඝණකම සහ ද්රව්ය අනුව තල පරතරය ස්වයංක්රීයව සකස් කරනු ඇත.
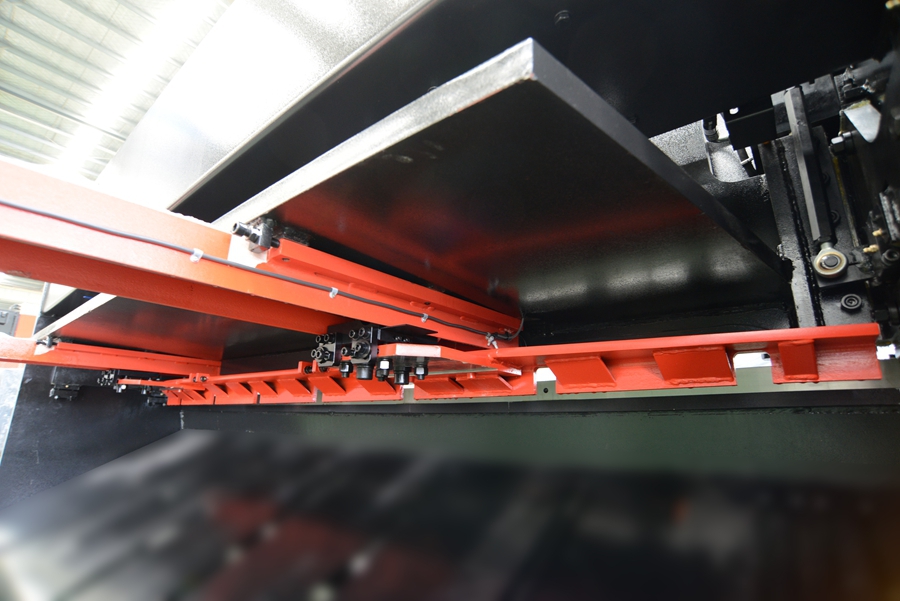
7. පැද්දීමේ කතුරට වඩා බෙහෙවින් යහපත් වන තලයේ සේවා කාලය වැඩි දියුණු කිරීම සඳහා සිව්-පැති කැපුම් තලය භාවිතා කරනු ලැබේ.
8, පසුතල මාපකයේ නව නිර්මාණය, ස්ථාවර ව්යුහය, ඇඳුම් ප්රතිරෝධය වැඩි දියුණු කිරීම, කඩා වැටීමේ යෝග්යතාවය බොහෝ සෙයින් වැඩි දියුණු කරයි
2. Delem DAC360 CNC පද්ධතිය භාවිතා කරයි:
● පසුපස මාපකය නිවැරදිව පාලනය කරන්න
●කැපුම් පහර නිවැරදිව පාලනය කරන්න
● කැපුම් කෝණය නිවැරදිව පාලනය කරන්න
●තල නිෂ්කාශනය නිවැරදිව පාලනය කරන්න
● රැකියා ගණන නිවැරදිව පාලනය කරන්න.
3. ජර්මනිය BOSCH ඒකාබද්ධ හයිඩ්රොලික් පද්ධතිය අනුගමනය කරයි:
● නල මාර්ගය සරල කිරීමට
●තෙල් කාන්දු වීම වැළැක්වීමට
● වැඩ කිරීමේ ස්ථායිතාව වැඩි දියුණු කිරීමට
● යන්ත්රයේ පෙනුම අලංකාර කිරීමට




1. පූර්ණ ක්රියාකාරී ඉදිරිපස පෝෂණය හෝ පසුපස මාපකය සහිත කැපුම් යන්ත්රයේ ස්වයංක්රීය පාලනය සඳහා භාවිතා වේ
2. අධි විභේදන LCD සංදර්ශකය, මෙනු වර්ග ක්රමලේඛනය භාවිතා කරයි;
3. කැපුම් කෝණය, තල පරතරය, කැපුම් පහර ස්වයංක්රීය ගණනය කිරීම සහ පාලනය;
4. මොඩියුලර් ඉදිකිරීම්, නම්යශීලී අර්ථ දැක්වීම හෝ දිගු X1-X2 සමමුහුර්ත පෝෂණ පාලනය සහ සහායක Z අක්ෂ පාලනය;
5. නිරපේක්ෂ පිහිටීම සහ සාපේක්ෂ පිහිටීම් ක්රමලේඛනය අනුගමනය කරයි;
6. යොමු ලක්ෂ්යයේ ස්වයංක්රීය සෙවීම, සහ මතකය අක්රියව සැකසිය හැක;
7. යන්ත්ර ගැලපීම පහසු කිරීම සඳහා අද්විතීය අත් රෝද නිර්මාණය;
8. RS232 අනුක්රමික අතුරුමුහුණත;
9. බහු පරිශීලක-නිර්වචනය කළ සහායක සංඥා ප්රතිදානය;
10. ස්වයං රෝග විනිශ්චය වැඩසටහන;
11. 100 වැඩසටහන් රේඛාවේ අභ්යන්තර ගබඩා කිරීම;
12. අඟල් 4.7 අධි විභේදන LCD;
13. වැඩසටහන් ගණන් කිරීමේ කාර්යය;
14. මෙට්රික් ක්රමය සහ ඉංග්රීසි ක්රමය අතර ප්රමාණ ඒකක තේරීම.
| නැත. | අයිතමය | ප්රමාණය. | සටහන |
| 1 | යන්ත්ර ගොනු | එක කට්ටලයක් | |
| 2 | හෙක්ස් සොකට් ස්පැනරය | එක කට්ටලයක් | |
| 3 | ග්රීස් තුවක්කුව | එකක් නැහැ. | |
| 4 | බිම් බෝල්ට් | එක කට්ටලයක් | |
| 5 | බෝල්ට් එක සකස් කිරීම | එක කට්ටලයක් | |
| 6 | පාද පාලනය | එකක් නැහැ. |
1. වායු ප්රභවය: යන්ත්රයට සපයන වායු පීඩනය 0.6 Mpa ට වඩා වැඩි විය යුතු බවත්, වායු ප්රවාහය 0.3 m3/min ට වඩා වැඩි විය යුතු බවත් සහතික කර ගන්න.
2. හයිඩ්රොලික් තෙල්: ආනයනය කරන ලද VG46# ප්රති-ඇඳීම් හයිඩ්රොලික් තෙල්. අවශ්ය තෙල් ස්කන්ධය පහත පරිදි සකසා ඇත:
| යන්ත්ර ආකෘතිය | තෙල් ස්කන්ධය (L) |
| VR6,VR8 ශ්රේණි | 230 (230) |
| VRZ මාලාව | 690 (690) |
| VR10 මාලාව | 370 (370) |
| වීආර් 13 * 3200 | 460 (460) |
| වීආර් 13 * 6200 | 800 යි |
3.බලය: 380V,50HZ, වෝල්ටීයතා උච්චාවචනය ± 10%
4. පරිසර උෂ්ණත්වය: 0°C - +40°C
5. පරිසර ආර්ද්රතාවය: සාපේක්ෂ ආර්ද්රතාවය 20-80% RH (ඝනීභවනය නොවන)
6. ශක්තිමත් කම්පන ප්රභවයෙන් සහ විද්යුත් චුම්භක මැදිහත්වීම් වලින් ඈත් වන්න.
7. කුඩා දූවිලි, හානිකර හෝ විඛාදන වායුවක් නැත
8. අත්තිවාරම ඇඳීම අනුව අත්තිවාරම සකස් කරන්න.
9. යන්ත්ර ක්රියාකරු ලෙස දිගුකාලීන සැලැස්මක් සඳහා නිශ්චිත අධ්යාපන පසුබිමක් ඇති සාපේක්ෂ පුද්ගලයින් තෝරන්න.
CNC කැපීමේ යන්ත්රය; හයිඩ්රොලික් ගිලෝටීන් කැපීමේ යන්ත්රය; කැපීමේ යන්ත්රය; cnc කැපීමේ යන්ත්රය
2500 රූබල්
| විස්තර | ඒකකය | 6*2500 (මි.මී.) | |
| කැපීමේ ඝණකම (මි.මී.) | මෘදු වානේ 450Mpa | mm | 0.5-6 |
| මල නොබැඳෙන වානේ 600Mpa | 0.5-4 | ||
| ඇලුමිනියම් 300Mpa | 0.5-8 | ||
| කැපීමේ දිග | mm | 2500 රූබල් | |
| කැපීමේ කෝණය | ° | 0.5°~2° | |
| ආපසු- මාපකය | පහර මි.මී. | mm | 5~1000 |
| වේගය මි.මී./තත්පරය | තත්පරයට මි.මී. | ≤250 ≤250 | |
| නිරවද්යතාවය මි.මී. | mm | ±0.1 යනු කුමක්ද? | |
| සර්වෝ මෝටර් බලය KW | KW | 1 | |
| ආඝාත කාල | එච්පීඑම් | 25-36 | |
| සිලින්ඩර ධාරිතාව (L) | L | 230 (230) | |
| කලම්ප ගණන | නැත. | 12 | |
| ප්රධාන මෝටර් බලය (KW) | KW | 11 | |
| CNC පද්ධතිය | කැපුම් කෝණය, තල පරතරය සහ කැපුම් පහර පාලනය කරන හොලන්ඩ් ඩෙලම් DAC360 CNC පද්ධතිය | ||
| ආධාරක බාහුවේ අංකය සහ දිග (මි.මී.) | mm | 3*1400 (මි.මී.) | |
| දළ සටහන් මානය | දිග (මි.මී.) | mm | 3110 ශ්රේණිය |
| පළල (මි.මී.) | mm | 3000 යි | |
| උස (මි.මී.) | mm | 1705 | |
3000/3200
| විස්තර | ඒකකය | 6*3000 (මි.මී.) | 8*3000 (මි.මී.) | 10*3000 (මි.මී.) | 13*3200 (මි.මී.) | 16*3200 ප්රමාණය | ||||
| කැපීමේ ඝණකම (මි.මී.) | මෘදු වානේ 450Mpa | mm | 0.5-6 | 0.8-8 | 0.8-10 | 1-13 | 1-16 | |||
| මල නොබැඳෙන වානේ 600Mpa | 0.5-4 | 0.8-5 | 0.8-7 | 1-8 | 1-10 | |||||
| ඇලුමිනියම් 300Mpa | 0.5-8 | 0.8-10 | 0.8-12 | 1-18 | 1-20 | |||||
| කැපීමේ දිග | mm | 3070 යනු කුමක්ද? | 3070 යනු කුමක්ද? | 3070 යනු කුමක්ද? | 3200 කි | 3200 කි | ||||
| කැපීමේ කෝණය | ° | 0.5°-2° | 0.5°-2° | 0.5°-2° | 0.5°-2° | 0.5°-2° | ||||
| ආපසු- මාපකය | පහර මි.මී. | mm | 5~1000 | 5~1000 | 5~1000 | 5-1000 | 5-1000 | |||
| වේගය මි.මී./තත්පරය | තත්පරයට මි.මී. | ≤250 ≤250 | ≤250 ≤250 | ≤250 ≤250 | 200 යි | 200 යි | ||||
| නිරවද්යතාවය මි.මී. | mm | ±0.1 යනු කුමක්ද? | ±0.1 යනු කුමක්ද? | ±0.1 යනු කුමක්ද? | ±0.1 යනු කුමක්ද? | ±0.1 යනු කුමක්ද? | ||||
| සර්වෝ මෝටර් බලය KW | KW | 1 | 1 | 1 | 1.0 ශ්රේණිය | 1.0 ශ්රේණිය | ||||
| ආඝාත කාල | එච්පීඑම් | 22-35 | 16-34 | 15-32 | 10-15 | 9-16 | ||||
| සිලින්ඩර ධාරිතාව (L) | L | 230 (230) | 230 (230) | 370 (370) | 460 (460) | 460 (460) | ||||
| කලම්ප ගණන | නැත. | 14 | 14 | 14 | 15 | 15 | ||||
| ප්රධාන මෝටර් බලය (KW) | KW | 11 | 15 | 22 | 30 | 37 | ||||
| CNC පද්ධතිය | කැපුම් කෝණය, තල පරතරය සහ කැපුම් පහර පාලනය කරන හොලන්ඩ් ඩෙලම් DAC360 CNC පද්ධතිය | |||||||||
| ආධාරක බාහුවේ අංකය සහ දිග (මි.මී.) | mm | 3*1400 (මි.මී.) | 3*1400 (මි.මී.) | 3*1400 (මි.මී.) | 3*1000 (මි.මී.) | 3*1000 (මි.මී.) | ||||
| දළ සටහන් මානය | දිග (මි.මී.) | mm | 3610 ආර්.එම්. | 3640 ආර්. | 3720 යනු කුමක්ද? | 4075 ආර්.එම්. | 4300 කි | |||
| පළල (මි.මී.) | mm | 3000 යි | 3000 යි | 3040 යනු කුමක්ද? | 2752 ආර්. | 3000 යි | ||||
| උස (මි.මී.) | mm | 1705 | 1755 | 1880 | 2432 ආර්. | 2850 ආර්.එම්. | ||||
4000 ක්
| විස්තර | ඒකකය | 6*4000 (මි.මී.) | 8*4000 (මි.මී.) | 10*4000 (මි.මී.) | 13*4000 (මි.මී.) | 16*4000 ප්රමාණය | ||||||
| කැපීමේ ඝණකම (මි.මී.) | මෘදු වානේ 450Mpa | mm | 0.5-6 | 0.8-8 | 0.8-10 | 1-13 | 1-16 | |||||
| මල නොබැඳෙන වානේ 600Mpa | 0.5-4 | 0.8-5 | 0.8-7 | 1-8 | 1-10 | |||||||
| ඇලුමිනියම් 300Mpa | 0.5-8 | 0.8-10 | 0.8-12 | 1-18 | 1-20 | |||||||
| කැපීමේ දිග | mm | 4070 ශ්රේණිය | 4070 ශ්රේණිය | 4070 ශ්රේණිය | 4000 ක් | 4000 ක් | ||||||
| කැපීමේ කෝණය | ° | 0.5°~2° | 0.5°~2° | 0.5°~2° | 0.5°~2.5° | 0.5°~2.5° | ||||||
| ආපසු- මාපකය | පහර මි.මී. | mm | 5~1000 | 5~1000 | 5~1000 | 5-1000 | 5-1000 | |||||
| වේගය මි.මී./තත්පරය | තත්පරයට මි.මී. | ≤250 ≤250 | ≤250 ≤250 | ≤250 ≤250 | ≤200 ≤200 යි | ≤200 ≤200 යි | ||||||
| නිරවද්යතාවය මි.මී. | mm | ±0.1 යනු කුමක්ද? | ±0.1 යනු කුමක්ද? | ±0.1 යනු කුමක්ද? | ±0.1 යනු කුමක්ද? | ±0.1 යනු කුමක්ද? | ||||||
| සර්වෝ මෝටර් බලය KW | KW | 1 | 1 | 1 | 1.0 ශ්රේණිය | 1.0 ශ්රේණිය | ||||||
| ආඝාත කාල | එච්පීඑම් | 16~34 | 14~32 | 12~32 | 10-15 | 8-15 | ||||||
| සිලින්ඩර ධාරිතාව (L) | L | 230 (230) | 230 (230) | 370 (370) | 460 (460) | 460 (460) | ||||||
| කලම්ප ගණන | නැත. | 18 | 18 | 18 | 19 | 19 | ||||||
| ප්රධාන මෝටර් බලය (KW) | KW | 11 | 15 | 22 | 30 | 37 | ||||||
| CNC පද්ධතිය | කැපුම් කෝණය, තල පරතරය සහ කැපුම් පහර පාලනය කරන හොලන්ඩ් ඩෙලම් DAC360 CNC පද්ධතිය | |||||||||||
| ආධාරක බාහුවේ අංකය සහ දිග (මි.මී.) | mm | 4*1400 (මි.මී.) | 4*1400 (මි.මී.) | 4*1400 (මි.මී.) | 4*1000 (මි.මී.) | 4*1000 (මි.මී.) | ||||||
| දළ සටහන් මානය | දිග (මි.මී.) | mm | 4610 යනු කුමක්ද? | 4640 ආර්. | 4720 ආර්. | 4970 (ස්පාඤ්ඤය) | 5300 කි | |||||
| පළල (මි.මී.) | mm | 3000 යි | 3000 යි | 3040 යනු කුමක්ද? | 2760 ආර්. | 3000 යි | ||||||
| උස (මි.මී.) | mm | 1705 | 1705 | 1880 | 2562 ආර්. | 2850 ආර්.එම්. | ||||||
6000/6200
| විස්තර | ඒකකය | 6*6000 (මි.මී.) | 8*6000 (මි.මී.) | 13*6200 (මි.මී.) | 16*6000 (මි.මී.) | 16*6200 ප්රමාණය | |||
| කැපීමේ ඝණකම (මි.මී.) | මෘදු වානේ 450Mpa | mm | 0.5~6 | 0.8~8 | 1-13 | 1-16 | 1-16 | ||
| මල නොබැඳෙන වානේ 600Mpa | 0.5~4 | 0.8~5 | 1-8 | 1-10 | 1-10 | ||||
| ඇලුමිනියම් 300Mpa | 0.5~8 | 0.8~10 | 1-18 | 1-20 | 1-20 | ||||
| කැපීමේ දිග | mm | 6140 ආර්. | 6140 ආර්. | 6200 ආර්. | 6000 ක් | 6200 ආර්. | |||
| කැපීමේ කෝණය | ° | 0.5˚-2˚ | 0.5˚-2.5˚ | 0.5˚-2.5˚ | 0.5˚-2.5˚ | 0.5˚-2˚ | |||
| ආපසු- මාපකය | පහර මි.මී. | mm | 5-1000 | 5-1000 | 5-1000 | 5-1000 | 5-1000 | ||
| වේගය මි.මී./තත්පරය | තත්පරයට මි.මී. | 200 යි | 200 යි | 200 යි | 200 යි | 200 යි | |||
| නිරවද්යතාවය මි.මී. | mm | ±0.1 යනු කුමක්ද? | ±0.1 යනු කුමක්ද? | ±0.1 යනු කුමක්ද? | ±0.1 යනු කුමක්ද? | ±0.1 යනු කුමක්ද? | |||
| සර්වෝ මෝටර් බලය KW | KW | 1.0 ශ්රේණිය | 1.0 ශ්රේණිය | 1.0 ශ්රේණිය | 1.5 මාලා | 2.0 ශ්රව්ය | |||
| ආඝාත කාල | එච්පීඑම් | 12~20 | 12~20 | 6-10 | 5-9 | 5-9 | |||
| සිලින්ඩර ධාරිතාව (L) | L | 690 (690) | 690 (690) | 800 යි | 800 යි | 800 යි | |||
| කලම්ප ගණන | නැත. | 29 | 29 | 27 | 27 | 27 | |||
| ප්රධාන මෝටර් බලය (KW) | KW | 11 | 15 | 30 | 37 | 37 | |||
| CNC පද්ධතිය | කැපුම් කෝණය, තල පරතරය සහ කැපුම් පහර පාලනය කරන හොලන්ඩ් ඩෙලම් DAC360 CNC පද්ධතිය | ||||||||
| ආධාරක බාහුවේ අංකය සහ දිග (මි.මී.) | mm | 6*1000 (මි.මී.) | 6*1000 (මි.මී.) | 6*1000 (මි.මී.) | 6*1000 (මි.මී.) | 6*1000 (මි.මී.) | |||
| දළ සටහන් මානය | දිග (මි.මී.) | mm | 7055 ට වැඩි | 7115 ශ්රේණිය | 7220 ශ්රේණිය | 7300 කි | 7500/- ක මිල | ||
| පළල (මි.මී.) | mm | 2686 ආර්. | 2690 ආර්.එම්. | 2945 ආර්. | 3000 යි | 3000 යි | |||
| උස (මි.මී.) | mm | 2495 ශ්රේණිය | 2680 ආර්.එම්. | 2850 ආර්.එම්. | 2850 ආර්.එම්. | 2850 ආර්.එම්. | |||
VR(Z) මාලාව:
| නැත. | නම | ආකෘතිය | වෙළඳ නාමය |
| 1 | CNC පද්ධතිය | DAC360 CNC පද්ධතිය | ඕලන්ද ඩෙලෙම් |
| 2 | සර්වෝ මෝටරය | EMJ-10APB22 හඳුන්වා දීම | එස්ටුන් |
| 3 | සර්වෝ රියදුරු | රොනෙට්-ඊ-10ඒ-ඒඑම්ඒ | එස්ටුන් |
| 4 | හයිඩ්රොලික් පද්ධතිය | ඉලෙක්ට්රෝ-සර්වෝ හයිඩ්රොලික් කපාට කට්ටලය | ජර්මනිය බොෂ්-රෙක්ස්රොත් |
| a. සමානුපාතික පීඩන කපාටය | |||
| ආ. කාට්රිජ් කපාටය | |||
| c. විද්යුත් චුම්භක තේරීම් කපාටය | |||
| d. ආවරණ පීඩන කපාටය | |||
| e. හයිඩ්රොලික් පාලන ඒක-මාර්ග කපාටය | |||
| f. ත්රොට්ල් කපාටය | |||
| e. ඒක-මාර්ග කපාටය ආදිය. | |||
| 5 | රේඛීය මාර්ගෝපදේශක මාර්ගය | HSR25A-1240L හඳුන්වා දීම | THK හෝ PMI |
| 6 | බෝල්ස්ක්රූ | 25/20-1400 මි.මී. | THK හෝ PMI |
| 7 | තෙල් පොම්පය | IPH-5B-50-11 or PGH4-3X/050-E11VU2 | ජපන් NACHI පොම්පය හෝ ජර්මනිය රෙක්ස්රෝත් |
| 8 | තෙල් සිලින්ඩරයේ මුද්රා තැබීමේ වළල්ලේ සම්පූර්ණ කට්ටලය | ඇමරිකා එක්සත් ජනපද පාර්කර් | ඇමරිකා එක්සත් ජනපද පාර්කර් |
| 9 | අධි පීඩන නල මාර්ගයේ සම්පූර්ණ කට්ටලය | 1.F372C91C161608-1200මි.මී. | USA PARKER, EO-2 පයිප්ප සන්ධිය හෝ ජර්මනියේ VOSS පයිප්ප සන්ධිය |
| 2.F372C91C161608-1950මි.මී. (2950මි.මී.) | |||
| 3.F381CACF151508-1480 මි.මී. | |||
| 4.F381CFCF151508-2140මි.මී. (3140මි.මී.) | |||
| 5.F451TCCACF121206-1600මි.මී. | |||
| 6.F3720C19201612-1300මි.මී. හෝ F3720C1C202512-1300mm | |||
| 7.ජීඊ12ඉසෙඩ්එල්ආර්ඊඩීසීඑෆ් | |||
| 8.ජීඊ16එස්ආර්ඊඩීසීඑෆ් | |||
| 9.GE42ZLREDCF ආදිය. | |||
| 10 | සම්බන්ධ කිරීම | R38 25.385/42 ආදිය. | ජර්මනිය KTR |
| 11 | AC ස්පර්ශකය | LC1-D38B7C、LC1-D25B7Cආදිය. | ෂ්නයිඩර් |
| 12 | සමීපතා ස්විචය | TP-SM5P2 ආදිය. | නැඹුරු වන්න |
| 13 | පර්යන්ත ඊයම් | TB2.5B TB16ICH ආදිය. | ෆීනික්ස් |
| 14 | බොත්තම | XB2-BVB3LC ආදිය. | ෂ්නයිඩර් |
| 15 | පින්තාරු කිරීම | කයිලෙඩි |
VR(Z) මාලාව:
| නැත. | නම | ආකෘතිය | වෙළඳ නාමය |
| 1 | CNC පද්ධතිය | DAC360 CNC පද්ධතිය | ඕලන්ද ඩෙලෙම් |
| 2 | සර්වෝ මෝටරය | EMJ-10APB22 හඳුන්වා දීම | එස්ටුන් |
| 3 | සර්වෝ රියදුරු | රොනෙට්-ඊ-10ඒ-ඒඑම්ඒ | එස්ටුන් |
| 4 | හයිඩ්රොලික් පද්ධතිය | ඉලෙක්ට්රෝ-සර්වෝ හයිඩ්රොලික් කපාට කට්ටලය | ජර්මනිය බොෂ්-රෙක්ස්රොත් |
| a. සමානුපාතික පීඩන කපාටය | |||
| ආ. කාට්රිජ් කපාටය | |||
| c. විද්යුත් චුම්භක තේරීම් කපාටය | |||
| d. ආවරණ පීඩන කපාටය | |||
| e. හයිඩ්රොලික් පාලන ඒක-මාර්ග කපාටය | |||
| f. ත්රොට්ල් කපාටය | |||
| e. ඒක-මාර්ග කපාටය ආදිය. | |||
| 5 | රේඛීය මාර්ගෝපදේශක මාර්ගය | HSR25A-1240L හඳුන්වා දීම | THK හෝ PMI |
| 6 | බෝල්ස්ක්රූ | 25/20-1400 මි.මී. | THK හෝ PMI |
| 7 | තෙල් පොම්පය | IPH-5B-50-11 or PGH4-3X/050-E11VU2 | ජපන් NACHI පොම්පය හෝ ජර්මනිය රෙක්ස්රෝත් |
| 8 | තෙල් සිලින්ඩරයේ මුද්රා තැබීමේ වළල්ලේ සම්පූර්ණ කට්ටලය | ඇමරිකා එක්සත් ජනපද පාර්කර් | ඇමරිකා එක්සත් ජනපද පාර්කර් |
| 9 | අධි පීඩන නල මාර්ගයේ සම්පූර්ණ කට්ටලය | 1.F372C91C161608-1200මි.මී. | USA PARKER, EO-2 පයිප්ප සන්ධිය හෝ ජර්මනියේ VOSS පයිප්ප සන්ධිය |
| 2.F372C91C161608-1950මි.මී. (2950මි.මී.) | |||
| 3.F381CACF151508-1480 මි.මී. | |||
| 4.F381CFCF151508-2140මි.මී. (3140මි.මී.) | |||
| 5.F451TCCACF121206-1600මි.මී. | |||
| 6.F3720C19201612-1300මි.මී. හෝ F3720C1C202512-1300mm | |||
| 7.ජීඊ12ඉසෙඩ්එල්ආර්ඊඩීසීඑෆ් | |||
| 8.ජීඊ16එස්ආර්ඊඩීසීඑෆ් | |||
| 9.GE42ZLREDCF ආදිය. | |||
| 10 | සම්බන්ධ කිරීම | R38 25.385/42 ආදිය. | ජර්මනිය KTR |
| 11 | AC ස්පර්ශකය | LC1-D38B7C、LC1-D25B7Cආදිය. | ෂ්නයිඩර් |
| 12 | සමීපතා ස්විචය | TP-SM5P2 ආදිය. | නැඹුරු වන්න |
| 13 | පර්යන්ත ඊයම් | TB2.5B TB16ICH ආදිය. | ෆීනික්ස් |
| 14 | බොත්තම | XB2-BVB3LC ආදිය. | ෂ්නයිඩර් |
| 15 | පින්තාරු කිරීම | කයිලෙඩි |